










Заводтан алынган 0.35мм-50.8мм HRC50-55 яктылыгы AISI304 316 430 440 дат басмас корыч шар подшипникта кулланыла
Продукция тасвирламасы
Дат басмас шарлар оксидлаштыручы эретмәләр, күпчелек органик химик матдәләр, азык-төлек продуктлары һәм стерилизацияләүче эретмәләр кебек матдәләрнең коррозиясенә каршы тора ала. Алар күкерт кислоталарына уртача чыдам. Магнитсыз үзлекләр сорау буенча бирелә. Куллану өлкәләренә аэрозоль, сиптергечләр, бармак насосы механизмнары, сөт машинасы блендерлары, азык-төлек эшкәртү җиһазлары һәм медицина кулланылышы керә.
AISI 440C дат басмас корыч шар
Зурлыгы: 0.35мм - 50.8мм
Дәрәҗәсе: G10, G16, G40, G60, G100, G200.
Катылык: HRC56-58, Hartford 440C дат басмас корыч шарлар пассивлаштырыла, бу ирекле тимер пычраткычларын бетерә һәм саклагыч пассив пленканың үзеннән-үзе барлыкка килүен җиңеләйтә.
Магнитлы: Мартенсит корычы, магнитлы
Үзенчәлекләре: югары төгәллек, яхшы коррозиягә чыдамлык, көчле дат һәм тузуга чыдамлык.
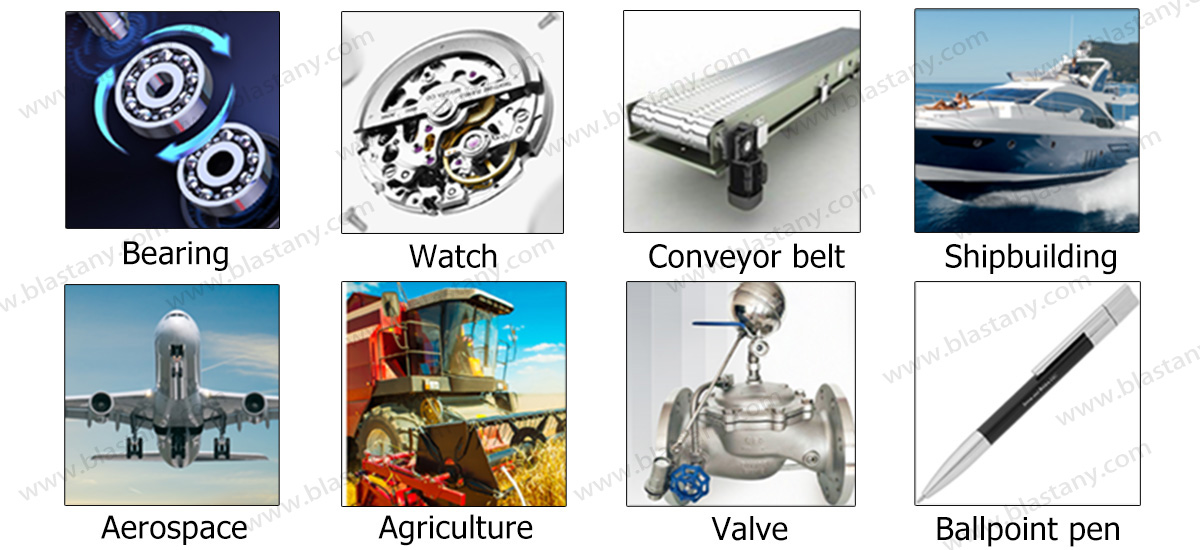
Куллану өлкәсе: подшипниклар, штамплау, гидравлик детальләр, клапаннар, аэрокосмик, пломбалар, суыткыч җиһазлар, югары төгәллекле приборлар һ.б.
| Химик состав | ||||||||
| AISI 440C | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0.95-1.10 | ≤0.80 | ≤0.80 | ≤0.04 | ≤0.03 | ≤0.60 | 16.0-18.0 | 0,75 | |
AISI 420C дат басмас корыч шар
Зурлыгы: 0.35мм - 50.8мм
Дәрәҗә: G10-G1000
Катылык: HRC50-55
Магнитлы: Мартенсит корычы, магнитлы, яхшы тутыкмый, югары катылыклы, AISI 420 дат басмас корыч шарлары яхшы тузу үзенчәлекләрен һәм катылыгын күрсәтә. 440C белән чагыштырганда, бераз азрак катылык һәм югарырак коррозиягә чыдамлык.
Үзенчәлекләре: Гадәттә дат басмас тимер буларак билгеле, яхшы коррозиягә чыдам һәм нык.
Куллану: Төрле төгәл машиналар, подшипниклар, электр җиһазлары, көнкүреш техникасы, автомобиль детальләре һ.б.
| AISI 420C(4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0.36-0.43 | ≤0.80 | ≤1.25 | ≤0.035 | ≤0.03 | ≤0.60 | 12.0-14.0 | ≤0.60 |
430 дат басмас корыч шар
Диаметры: 1MM-50.80MM
Катылык: HRC26
Дәрәҗә: G10-G1000
Үзенчәлекләре: түбән бәя, дат басуга чыдамлыгы начар.
Кулланылышы: җиһазлар, бизәнү әйберләре, аксессуарлар, косметика, сәнәгать, дат басуга каршы түбән таләпләр куелган сәнәгать тармаклары. Косметика болгаткычлары, тырнак лагы һәм күз контурлары, җылылык алмаштыргычлар, үлчәү җайланмалары һәм клапан шарлары.
| AISI 430 | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0.12 | ≤1.0 | ≤1.0 | ≤0.04 | ≤0.03 | - | 16.0-18.0 | - |
AISI 304 дат басмас корыч шар
Зурлыгы: 0,5 мм - 63,5 мм
Дәрәҗә: G80-G500
Катылык: ≤HRC21
Магнитлы: Аустенит корычы, магнитлы булмаган
Үзенчәлекләре: көчле дат басуга чыдам, яхшы коррозиягә чыдам. Киң кулланыла, яхшы дат басуга чыдам, яхшы өслек эффекты, әйләнә-тирә мохитне саклау сертификаты.
Кулланылышы: Көнкүреш техникасы, мәсәлән, клапаннар, хушбуй шешәләре, тырнак лагы, балалар шешәләре, автомобиль детальләре, кондиционерлар, электр җиһазлары, косметика, подшипник слайдлары, медицина җиһазлары, бизәнү әйберләре һәм башка күп тармаклар.
| Химик состав | |||||||
| AISI 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤0.08 | ≤1.00 | ≤2.00 | ≤0.045 | ≤0.03 | 8.0-10.5 | 18.0-22.0 | |
AISI 316L дат басмас корыч шар
Зурлыгы: 1.0 мм - 63.5 мм
Дәрәҗә: G80-G500
Катылык: ≤HRC26
Магнитлы: Аустенит корычы, магнитлы булмаган
Үзенчәлекләре: коррозиягә каршы югары таләпләр куелган тармаклар өчен иң яраклы, һәм дат басуга каршы тору сәләте бик көчле, коррозиягә каршы бик яхшы чыдам (хлорид кислоталарыннан тыш), катып калмый торган аустенит оксиды.
Кулланылышы: AISI 316L дат басмас корыч шар медицина җиһазлары, химия сәнәгате, авиация, аэрокосмик җиһазлар, пластик җиһазлар, хушбуй шешәсе, сиптергеч, клапаннар, тырнак лагы, мотор, выключатель, үтүк, кер юу машиналары, суыткычлар, кондиционерлар, дару материаллары, автомобиль детальләре, подшипниклар, инструментлар, шешәләр өчен кулланылырга мөмкин.
AISI 316L дат басмас корыч шар
| Химик состав | ||||||||
| AISI 316L | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0.08 | ≤1.00 | ≤2.00 | ≤0.045 | ≤0.03 | 12.0-15.0 | 16.0-18.0 | 2.0-3.0 | |
Продукцияне төргәкләү
A) Эчке төргәк: Сезнең ихтыяҗларыгызга туры китереп коры төргәк яки майлы төргәк бирелә.
B) Тышкы төргәкләү:
1) тимер барабан + агач / тимер паллет.
2) 25 кг полиэтилен пакет + картон + агач паллет яки агач тартма.
шәхси заказ буенча төрү.

Продукт параметры
| Безнең дат басмас корыч шар 440C 420C 304 316 201 үз эченә ала, аның химик составы түбәндәгечә. | |||||||||
| Химик состав (%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| AISI440C SS шары | 0.95-1.2 | 16-18 | ≤0.80 | ≤0.80 | ≤0.04 | ≤0.03 | ≤0.75 | ≤0.6 | ---- |
| AISI420C SS шары | 0.26-0.43 | 12-14 | ≤0.80 | ≤1.25 | ≤0.035 | ≤0.03 | ≤0.6 | ≤0.6 | ---- |
| AISI304 SS шары | ≤0.08 | 18-22 | ≤1.0 | ≤2.0 | ≤0.045 | ≤0.03 | ---- | 8-10 | ---- |
| AISI316L SS шар | ≤0.08 | 16-18 | ≤1.0 | ≤2.0 | ≤0.045 | ≤0.03 | 2.0-3.0 | 12-15 | ---- |
| AISI201 SS тубы | ≤0.15 | 16-18 | ≤1.0 | 5.5-7.5 | ≤0.045 | ≤0.03 | ---- | 0,35-0,55 | 1.82 |
| AISI430 SS шары | ≤0.12 | 16-18 | ≤1.0 | ≤1.0 | ≤0.04 | ≤0.03 | ---- | ---- | ---- |
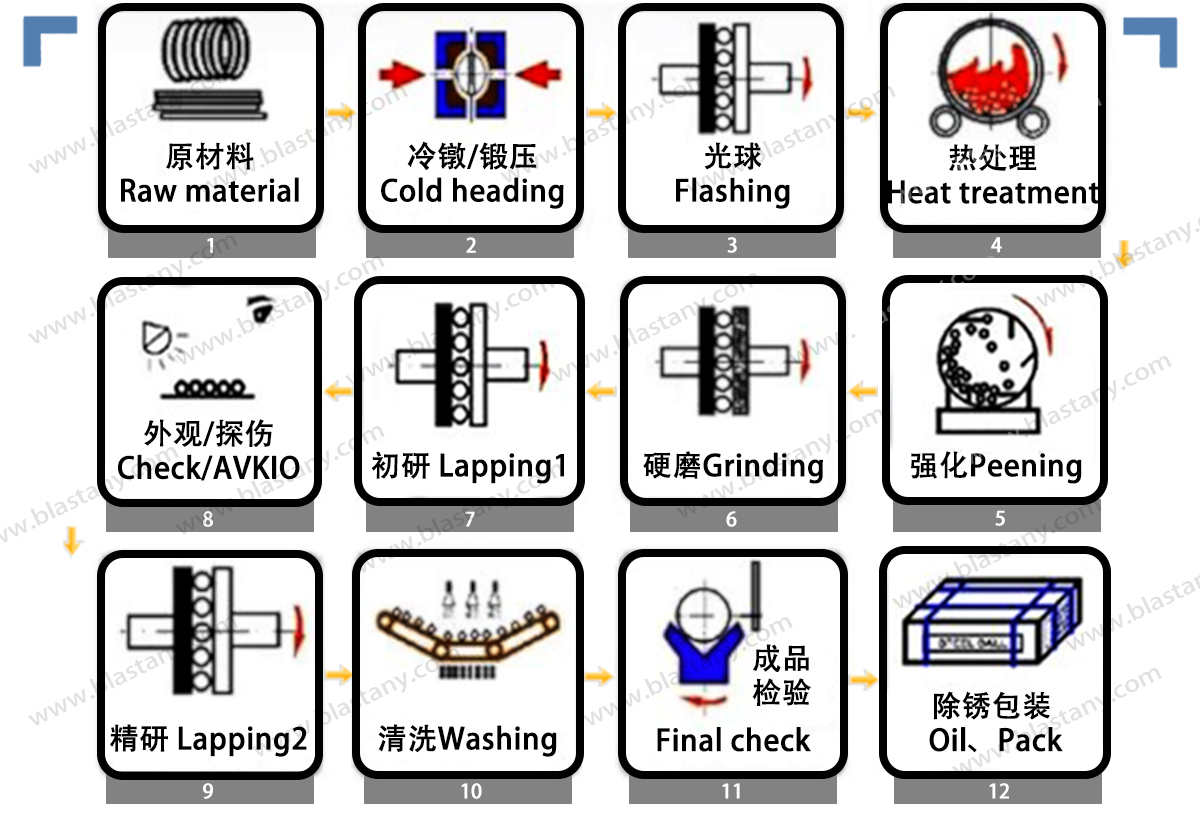
Җитештерү агымнары
Чимал тикшерүе
Чимал чыбык рәвешендә килә. Беренчедән, сыйфат инспекторлары чималның сыйфаты таләпләргә туры килү-килмәвен һәм материалларда кимчелекләр булу-булмавын ачыклау өчен визуаль рәвештә тикшерәләр. Икенчедән, диаметрын тикшерегез һәм чимал сертификатларын карагыз.
Салкын юнәлеш
Салкын штамплау машинасы чыбык материалының билгеләнгән озынлыгын цилиндрик шлейфларга кисә. Шуннан соң, шлейфның ике ярымсферик яртысы шлейфны якынча сферик формага китерә. Бу штамплау процессы бүлмә температурасында башкарыла һәм шлейф куышлыгы тулысынча тулуын тәэмин итү өчен аз гына өстәмә материал кулланыла. Салкын штамплау бик югары темпта башкарыла, уртача тизлек секундына бер зур шар. Кечерәк шарлар секундына икедән дүрт шарга кадәр тизлектә штамплана.
Ялтырау
Бу процесс барышында шар тирәсендә барлыкка килгән артык материал аерылачак. Шарлар ике чокырлы чуен пластиналар арасында берничә тапкыр үткәрелеп, тәгәрәгән вакытта аз күләмдәге артык материал алыначак.
Җылылык белән эшкәртү
Аннары детальләрне сүндерү һәм чыныктыру процесслары ярдәмендә җылылык белән эшкәртергә кирәк. Барлык детальләрнең дә бер үк шартларда булуын тәэмин итү өчен роторлы мич кулланыла. Башлангыч җылылык белән эшкәртүдән соң, детальләр май резервуарына батырыла. Бу тиз суыту (майны сүндерү) мартенситны барлыкка китерә, ул югары катылык һәм югары тузу үзенчәлекләре белән аерылып тора. Аннан соңгы чыныктыру операцияләре подшипникларның билгеләнгән катылык чигенә җиткәнче эчке киеренкелекне тагын да киметә.
Тарту
Тарту җылылык эшкәртү алдыннан да, аннан соң да башкарыла. Соңгы Тарту (шулай ук каты Тарту дип тә атала) шарны соңгы таләпләренә якынайта.Төгәл металл шарның дәрәҗәсеаның гомуми төгәллеген үлчәү чарасы булып тора; сан ни кадәр түбән булса, шар шулкадәр төгәлрәк була. Шар дәрәҗәсенә диаметрга чыдамлылык, түгәрәклек (сфериклык) һәм өслекнең тигезсезлеге, шулай ук өслекнең бизәлеше дип атала. Төгәл шар җитештерү - партияле операция. Партия зурлыгы тарту һәм әйләндерү операцияләре өчен кулланыла торган җиһазларның зурлыгы белән билгеләнә.
Шапка белән каплау
Шлаплау шлифовкага охшаган, ләкин материалны чыгару тизлеге күпкә түбәнрәк. Шлаплау ике фенол пластинасы һәм бик вак абразив сыекча, мәсәлән, алмаз тузаны ярдәмендә башкарыла. Бу соңгы җитештерү процессы өслекнең тигезсезлеген сизелерлек яхшырта. Шлаплау югары төгәллекле яки супер төгәллекле шар формалары өчен башкарыла.
Чистарту
Аннары чистарту операциясе җитештерү процессыннан эшкәртү сыеклыкларын һәм калдык абразив материалларны бетерә. Микроэлектроника, медицина яки азык-төлек сәнәгате өлкәләрендәге кебек катгыйрак чистарту таләпләрен сораган клиентлар Hartford Technologies компаниясенең катлаулырак чистарту вариантларыннан файдалана ала.
Визуаль тикшерү
Беренчел җитештерү процессыннан соң, һәр төгәл корыч шар партиясе берничә тапкыр эшкәртү процессында сыйфат контроле тикшерүен уза. Тутык яки пычрак кебек җитешсезлекләрне тикшерү өчен визуаль тикшерү үткәрелә.
Роликлы үлчәү җайланмасы
Роликлы үлчәү - кечерәк һәм зуррак зурлыктагы төгәл корыч шарларны аеручы 100% сортлау процессы. Зинһар, безнең аерымроликлы үлчәү процессы турында видео.
Сыйфат контроле
Диаметрга чыдамлылык, түгәрәклек һәм өслекнең тигезсезлеге өчен дәрәҗә таләпләрен тәэмин итү өчен һәр төгәл шар партиясе тикшерелә. Бу процесс барышында катылык кебек башка мөһим үзенчәлекләр һәм визуаль таләпләр дә бәяләнә.
Продукт категорияләре







-

Телефон
-

Электрон почта

